
Plastic Manufacturing Techniques
Right, so I'm going to talk a bit about some of the more unusual/ less commonly used manufacturing techniques to do with plastic. Most of this information is from "Making It: Manufacturing Techniques for Product Design" by Chris Lefteri, if you want to read a bit more about it or just fancy a look at the book then just let me know!
CUT FROM SOLID
Machining (Only used sometimes):
Machining
belongs to a branch of production that falls under ‘chip-forming’ (meaning any
cutting techniques that ‘chips’ away at a material). All machining processes
involve cutting in one form or another.
Pros:
- Versatile
- Applied to any solid
- Accurate
- Slow
- Lots of waste when cutting

Computer Numerical Controlled. Cutting heads are mounted onto a head that can rotate in up to six axis to chisel forms.
Pros:
- Cut straight from CAD
- Adaptable/ Complex shapes possible
Cons:
- Only suitable for one-off production
- Slow
SHEET
Involves a sharp edge been brought down onto a thin material to cut a shape. Can either cut a material or apply a crease to allow accurate bends.
Pros:
- Low set up cost
- Many shapes can be cut
Cons:
- Hand assembly needed for 3D products
Water-Jet Cutting (or Hydrodynamic Machining):
Produces fine jets of water (around 0.5mm) at high pressures (10,000's psi) to produce a cut.
Pros:
- Cold process – No heating
- No tool deformation as no tool contact
- Very detailed
Cons:
- Can change course as it cuts through the material

Laser Cutting:
Similar to water-jet cutting. Uses an input from a CAD file to melt the material in its path.
Pros:
- No tool wear
- No post treatment needed
Cons:
- Time consuming for large production
- Has an optimum thickness for cutting, beyond which issues might occur

Industrial Origami: (Mostly used with sheet metals, but
could be used for plastics)
Desired component is created from a net shape and then folded into shape.
Pros:
- Reduced joining, fixing and processing
- Multiple parts on a single sheet
- Fast
- Lower labour costs
- Effective prototype testing
Cons:
- Requires a lot of planning to make the design suitable

CONTINUOUS
Calendering: (Mainly PVC)
Finishing process using
heat and pressure to give smooth, shiny surface.
Pros:
Produces long continuous join-less rolls
Cons:
Only for large-scale production
Blown Film: (Commonly used for high- or
low-density polypropylene)
Creates huge volumes of plastics - 250kg of plastic per hour and up to 130m of plastic sheet per minute.
Pros:
Produce material with uniform properties across
length and width
Cons:
Not always ideal
Exjection: (Suitable for thermoplastics)
Brings together both extrusion and injection moulding.
Pros:
- Continuous profiles can be produced
- Can be cheaper then alternatives
Cons:
- Limited manufacturers

THIN & HOLLOW
Dip Moulding: (Limited to soft materials and parts
that can be stretched – PVC, latex, polyurethanes, elastomers and silicones)
Dips a mould shape into a melted material, leave to dry, then peel off.
Pros:
- Very cost effective for shorted runs
- Prototype former and sample mouldings can be produced in a matter of days
Cons:
- Simple shapes

Vacuum Infusion Process:
(Typical reinforced
polyester, vinyl ester and epoxy)
Method of forming composites that achieves density and strength in the end product by sucking the resin and reinforcement fibres together into a dense, solid mass.
Pros:
- Economical use of resin
- Clean
- No air pockets
- Relatively high strength-to-weight ratio
Cons:
- Complicated set-up
- Lots of trial and error
- High failure
(This video is... Very bad. Sorry)
Centrifugal Casting:
Uses heated liquid material inside a mould shape which is spun and sticks to the mould wall. (Lets face it, this is just rotational moulding.)
Pros:
- Economical production over short runs
Cons:
- Limited Production base
- Limited shapes

INTO SOLID
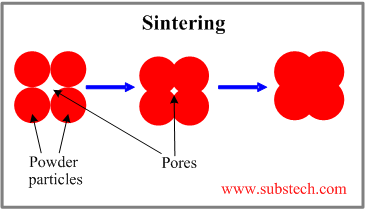
Sintering:
Involves heating material particles to just below melting point until the particles fuse together.
Pros:
- Suitable for components with varying wall thickness
- Efficient material use
- Complex shapes possible
- Deal with materials that are tricky using other methods
Cons:
- Number of different stages needed
- Difficult to achieve high tolerances
Hot Isostatic Pressing: (Not commonly used for plastics)
Heat and pressure are applied to powder, resulting in parts with no porosity and high density.
Pros:
- Produces high density parts with no porosity
- Complex shapes possible
Cons:
- Costly set-up
- Shrinkage

Compression Moulding: (Used with Thermoset Plastics)
Pros:
- Ideal for forming thermoset plastics
- Ideal for large, thick-walled solid sections
- Allows variable sections and wall thicknesses
Cons:
- Limited complexity
Transfer Moulding:
Like compression moulding, but with injection moulding benefits. Usually for making large mouldings with varying wall thickness.
Pros:
- Fast production rates
- Complex parts possible
- Large components are possible, with varying thick and thin walled sections
Cons:
- Expensive tooling
- Lots of waste

Foam Moulding: (Expanded Polystyrene, Expanded
Polypropylene and expanded Polyethylene)
Pros:
- Versatile for scale and production
- Improved structural properties
- Reduced weight
Cons:
- Expensive tooling

COMPLEX
Reaction Injection
Moulding (RIM): (Often
used to form dense polyurethane foams)
Used to produce structural foam components, two reactive thermosetting resins are mixed in a mixing chamber before injected into a mould.
Pros:
- Allows for varying wall thickness in the same part
- Low pressures and temperatures, so low tooling costs compared to other high volume methods
- Suitable for large parts
Cons:
- Multiple cavity mould needed for small parts

Gas-Assisted Injection
Moulding: (Most
Thermoplastics)
Gas is injected while the plastic is still in its liquid state to prevent parts shrinking and moving away from the walls.
Pros:
- Variable wall thickness
- Reduced cycle time
- Reduced width
- Less sink marking
- 15% less energy then standard injection moulding
Cons:
- Requires experience and a complicated set up

MuCell Injection
Moulding:
(Engineering plastics such as PA, PBT, PEEK and PET perform best)
Uses microcellular foam, which reduces weight and cycle time.
Pros:
- Weight of moulded parts is slightly reduced
- Increased dimensional stability
- Reduced cycle time
- No shrinkage
Cons:
- Limited manufacturers

ADVANCED
Stereolithography: (Most commonly are ABS and
polypropylene)
Rapid prototyping technique. A laser scans a bath of photosensitive resin, building up a model, layer by layer. (The Video does a pretty good job of describing this one)
Pros:
- Unlimited geometric freedom
- Good finish
- Driven by CAD
Cons:
- High unit costs
- Only for photosensitive resins
- Inaccuracy in two directions
- Often needs support structures
- Not as rapid as other prototyping methods
Smart Mandrels for
Filament Winding: (Thermoset
plastics)
Uses shape-memory mandrels. This means that once a filament has been wound round it the mandrel can be heated, returned to its original shape, and easily removed. (Described well at the bottom of this page on Smart Mandrels for Filament Windings)
Pros:
- Highly versatile shapes
- Reduced labour costs
- Reusable/ adaptable tooling
Cons:
- All parts have a distinctive look of filament wound products
- Limited availability/ patented process

THANK YOU.
ReplyDeleteThis is indeed a very good article that gives a detailed introduction to the product process.
ReplyDeleteNice read—clear and practical information. Choosing the right materials is crucial for durability and efficiency. I’ve been researching options from experienced plastic resin supplier sources, and this article aligns well with what industry experts recommend.
ReplyDelete