http://www.yankodesign.com/category/productdesign/
http://www.bpf.co.uk/Plastipedia/Default.aspx

Wednesday, 4 December 2013
Tuesday, 3 December 2013
Industrial visit to Thredgards
Thredgards are a company based in Alloa that specialise in Injection Moulding. We had a great wee tour around their production facility. They have a lot of expertise in the area, and as part of their service they aid their customers with design of components. Design for mass production is often slightly different than a final product concept by the designer, so feedback occurs before the product gets rolled out. There is a dialogue that is carried out between the design company and the production company to get the details just right. Sometimes, this can take several iterations of production.






















An injection moulding machine.


Nurdles - pellets of plastic that feed into the machine through a hopper.

Half of the mould

A rotating device knocks products off the conveyor belt, whilst sprues pass underneath. Good automated way to separate the wheat from the chaff.

A shot from the side.


Multiple components are moulded simultaneously through use of a sprue, which is then separated from the products.



Waste plastic such as sprues are fed into a machine that grinds them up.

This plastic is then reused inhouse - usually mixed 50/50 with fresh nurdles.

Due to the complexity of some products, moulds sometimes use sliding parts, which require more space. Thus some moulds are pretty big! Design and manufacture of the mould is the most expensive part of injection moulding - once actually up and running, the operating expenditure is very cost effective. However 3D printers may soon be used to cheaply manufacture injection moulds, as we learned from our trip to CA Models.

Detective work: Finding ejector pin marks on injection moulded products





Case study: This golf product took several iterations of the manufacturer and designer working together to achieve optimal characteristics of durability, springiness, light reflectivity, and touch properties.

Monday, 2 December 2013
CA Models Trip
CA Models
CA Models is a market leader in the Product Development Industry, continuously investing in new skills, technology and materials to provide an integrated rapid prototyping service.
Generating high quality prototypes via Stereolithography, Selective Laser Sintering, CNC Machining, Vacuum Casting and Model MakingCA Models used lots of Selective Laser Sintering and Stereolithography Apparatus seen below.

SLS is used for functionality as it is stronger
SLA is used for aesthetics and accuracy


Example of SLS parts
Can shock blast SLS for added strength.
SLA needs some finishing
Conex 3D printer can print in various materials including rubber as seen below.

FTM SR30 machines
Hold temperature of material whereas other printers such as Makerbot do not.
Can be used to create mould for injection moulding - can be used for 1000 cycles.
This is a completely new concept that we discovered and one which could be revolutionary

Additive manufacture of Aluminium. Very new process. Used by formula one teams. Doesn't have a support structure. Can be used to create product with the same strength but less weight as the internals can be a honeycomb structure.


The manufacturing methods used at CA models were world leading. Although their models are very expensive and used mainly by formula one teams it allowed us to see the future of prototyping and manufacturing.
Sunday, 24 November 2013
3D Printing Pen
Don't know if anyone has checked this out but I think Craig was talking about it.
A 3D Printer that you physically draw with!
Uses ABS or PLA $99 if you are interested.
http://www.youtube.com/watch?v=r05gjLfDX2E
http://www.the3doodler.com/

.jpg)
.jpg)


A 3D Printer that you physically draw with!
Uses ABS or PLA $99 if you are interested.
http://www.youtube.com/watch?v=r05gjLfDX2E
http://www.the3doodler.com/

Friday, 22 November 2013
Fantastic Plastic website
http://www.fantasticplastic.org.uk
http://www.fantasticplastic.org.uk/km_sustain_shapememory.html
http://www.fantasticplastic.org.uk/km_sustain_shapememory.html
Thursday, 21 November 2013
LittleBits
Little Bits
What is littleBits?
We aim to move electronics from late stages of the design process to its earliest ones, and from the hands of experts, to those of artists, makers, students and designers
Wednesday, 20 November 2013
Monday, 18 November 2013
McGavigans Field Trip 1/11/13
McGavigans Field Trip 1/11/13
Euan Spalding Gordon Ritchie Harry Agyeman Nadia Bassiri Craig Meakin
Founded 1861
-100 years of plastic production.
-Sites in Glasgow and China. -Currently Autoparts Manufacturer, on a tier two level supplier.

Accreditations: ISO14001 (Environmental)
TSI16949
ISO9001
There must also be accreditations from the auto manufacturers they supply.

Main functions:
Printing onto Polycarbonate using Japanese JSI printers.
Multiple passes for different “bleeds” and to make sure there is no dark and light areas on a lit design.
This is done in a 10,000 compatible clean room.
Uses UV reactive Ink.


Painting:
Injection 20-400T, 50 - 2000

E.g. Car Speedos.
- Graphic sent from customer.
- Evaluated and refined.
- Printed
- Vacuum formed, high-gloss foil mold (IMD)
- Injection-molded with Plastic into the back, Can be 1 or 2 shot. (If a clear and black effect is
required)


Vacuum forming allows deeper molds but there is less Graphics control.
There is 100% Inspection to get around this.
Sunday, 17 November 2013
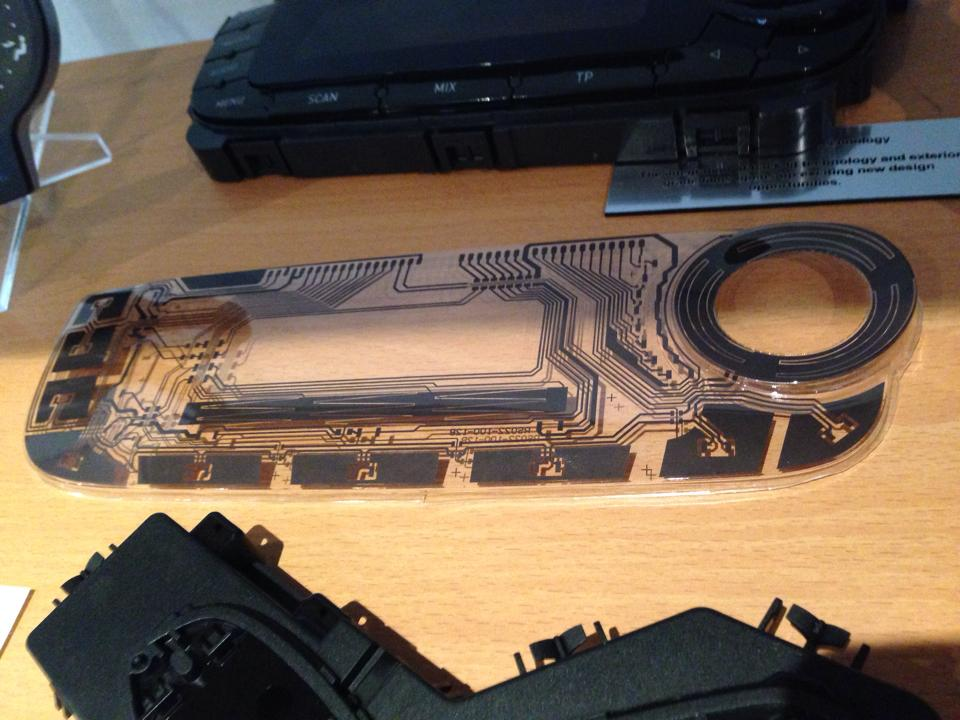
PS3 controller
Playstation 3 dual shock controller
Not a lot of information out there about the manufacturing and actual plastics used, there must be a Sony patent on the design.Outer shell made from HDPE (high density polyethylene) injection moulded in two parts. The front and back clip together and are screwed in place by 5 screws at the back of the controller.




My evaluation

Evolution of Playstation controller design

Inside the controller

Saturday, 16 November 2013
Experimenting with Plastics
I decided to have a bit of a play about with plastics and recycling plastics, so got out some plastic bags and had a think about how I could reuse them in some way!

I started by shredding them up

And then put them in a pan on a low heat with some oil to stop the plastic just melting onto the pan (bit dangerous maybe but I'm still alive!)

The plastics melted down and didn't give off any nasty fumes or smoke. I stewed them about and mashed them with a potato masher and got some tongs involved and had a play about.


Once all the bags were completely melted down and combined I took the plastic out and put it into a circular mould.

And then put it in the freezer to cool


I took it out a couple hours later and it was completely solid recycled plastic!



COOL EH!?!
Subscribe to:
Comments (Atom)